Chinese Journal of Tissue Engineering Research ›› 2024, Vol. 28 ›› Issue (29): 4741-4747.doi: 10.12307/2024.567
Previous Articles Next Articles
Influence of heat treatment technology on mechanical properties of 3D printed titanium alloy specimens
Yu Luxiang, Zhang Ruojin, Tan Fabing
- Affiliated Stomatological Hospital of Chongqing Medical University, Chongqing Key Laboratory of Oral Disease and Biomedical Engineering, Chongqing Municipal Key Laboratory of Dental Biomedical Engineering of Chongqing Universities, Chongqing 401147, China
-
Received:2023-10-07Accepted:2023-11-29Online:2024-10-18Published:2024-03-23 -
Contact:Tan Fabing, PhD, Master’s supervisor, Affiliated Stomatological Hospital of Chongqing Medical University, Chongqing Key Laboratory of Oral Disease and Biomedical Engineering, Chongqing Municipal Key Laboratory of Dental Biomedical Engineering of Chongqing Universities, Chongqing 401147, China -
About author:Yu Luxiang, Master candidate, Affiliated Stomatological Hospital of Chongqing Medical University, Chongqing Key Laboratory of Oral Disease and Biomedical Engineering, Chongqing Municipal Key Laboratory of Dental Biomedical Engineering of Chongqing Universities, Chongqing 401147, China -
Supported by:Chongqing Technology Innovation and Application Development Special Project, No. cstc2020jscx-sbqwX0006 (to TFB)
CLC Number:
Cite this article
Yu Luxiang, Zhang Ruojin, Tan Fabing. Influence of heat treatment technology on mechanical properties of 3D printed titanium alloy specimens[J]. Chinese Journal of Tissue Engineering Research, 2024, 28(29): 4741-4747.
share this article
Add to citation manager EndNote|Reference Manager|ProCite|BibTeX|RefWorks

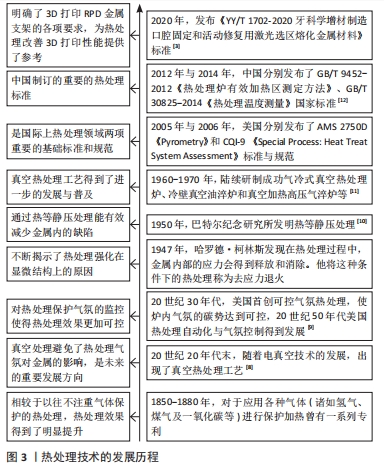
近100年来,学者们对钛合金试件的热处理技术进行了有益的探索,并在不同时间段催生了相应的热处理技术。在19世纪中叶,气体保护开始应用于提升热处理效果;到20世纪初出现了真空热处理技术[8];进入20世纪30-50年代后,热处理自动化与气氛控制得到发展[9];在20世纪50年代,学者们又发现热等静压处理可以有效减少金属内部缺陷[10];随后的10多年里,各种先进热处理仪器的发展使得真空热处理等技术开始流行[11]。在21世纪初美国发布了热处理技术相关的标准与规范;中国也于2020年2月发布了应用于牙科学增材制造的修复用固定或活动义齿金属材料的行业标准[3,12]。这些有关热处理技术的相关研究为钛合金试件的实践应用提供了更为可靠的行业指南,见图3。"
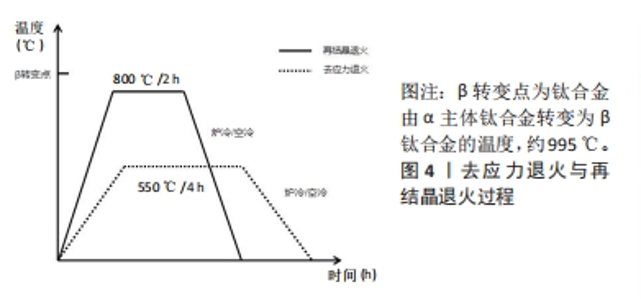
目前应用于钛合金试件的热处理技术主要包括以下分类。 2.1 热处理技术分类 2.1.1 退火处理 退火处理是3D打印RPD钛合金支架后常用的热处理技术,包括常规退火处理、真空退火处理以及多重退火处理等退火方式,并具备各自特点。常规退火过程中使用氩气等惰性气体保护钛合金避免其发生氧化;真空退火处理则是利用负压真空环境避免钛合金氧化;多重退火则对钛合金进行多次退火处理以改善其内部显微组织。 常规退火:是将金属缓慢加热到一定温度,保持足够的时间后以适宜速度冷却的方法。冷却的形式可以采取空气冷却或者炉内冷却。此方法可降低金属硬度,并同时降低其内部残余应力、消除组织缺陷[13]。常规退火处理主要包括去应力退火与再结晶退火2种,如图4所示。"
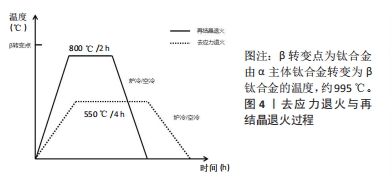
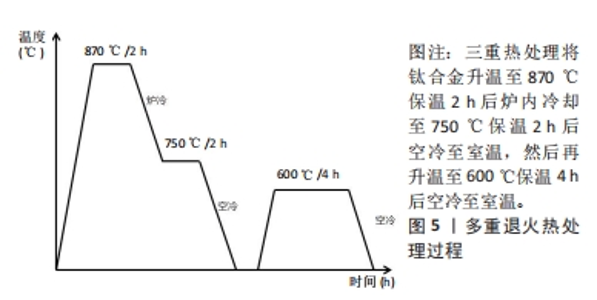
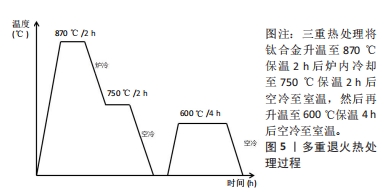
去应力退火指使用较低温度处理钛合金,使金属晶粒达到回复阶段,以去除钛合金内部应力。与去应力退火处理相比,再结晶退火温度更高,可使金属晶粒达到再结晶阶段,金属试件晶粒小晶界多并破除了内应力,钛合金延伸性能相较去应力退火表现更好。 真空退火:是真空技术与热处理技术相结合的新型热处理技术,炉内压力低于大气压。常规退火处理中使用的惰性气体中不可避免的存在的氢元素会导致钛金属退火时容易吸收氢而发生氢脆效应,使试件明显脆化[14],而通过真空退火处理可以去除此效应[15]。并且与常规的退火处理相比,真空退火处理钛及钛合金时可实现无氧化。对RPD钛合金支架进行真空热处理可实现表面光亮洁净,并减少其表面氧化对RPD钛合金支架整体的延伸率和屈服强度的影响。 多重退火:是对3D打印的钛合金进行多次退火处理的方法,如以往研究所指出的,推荐的三重热处理工艺为830 ℃/2 h、FC+750 ℃/2 h、AC+600 ℃/4 h、AC[16],称为标准三重热处理,如图5所示。"
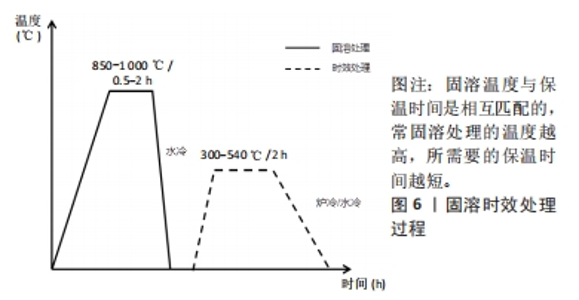
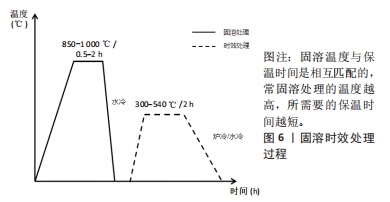
2.1.2 固溶时效处理 经典的固溶时效处理分为两步:固溶处理和时效处理。钛合金的固溶处理是将钛合金试件加热到较高的温度区间(850-1 000 ℃以上)保持一段时间后水冷淬火;固溶处理可将溶质原子充分固溶于钛基体中,起固溶强化的作用。时效处理指钛合金试件在固溶处理后,将试件加热至稍高温度保持一段时间后缓慢冷却,使得钛合金基体中析出不同形貌和不同位向的第二相,起到时效强化的作用。时效处理固溶时效处理的全过程,如图6所示。"
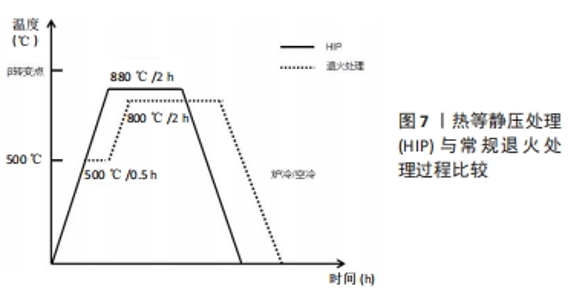
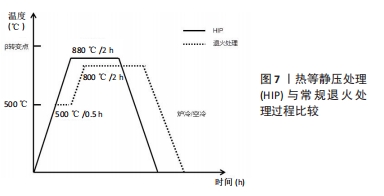
2.1.3 热等静压处理 热等静压处理不同于退火处理,在施加高温的同时施加高压,既可以用于生产,也可以用于3D打印钛金属后的热处理。此处理方法可使金属致密化,减少内部空隙缺陷并增加钛合金试件的延伸性进而增加3D打印RPD钛合金支架的使用寿命[17]。对比热等静压处理与常规退火处理过程,如图7所示。"
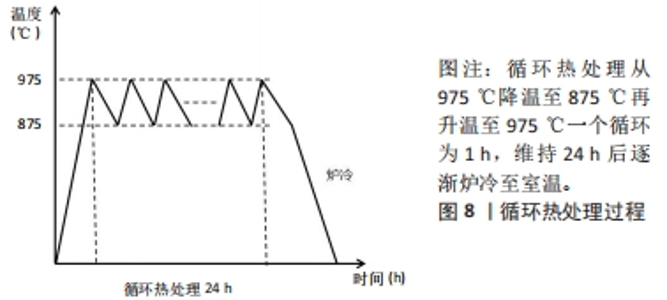
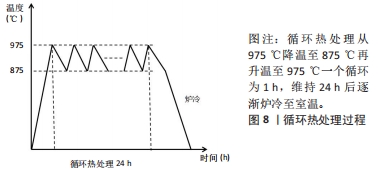
2.1.4 其他热处理 除上述热处理技术外,许多新的热处理技术正在研究开发中,它们在处理流程上与上述热处理技术类似,但最终钛合金产品的内部结构更优良。目前应用较为成熟的主要有循环热处理与快速热处理2种。 循环热处理:是通过反复将试件加热到一定温度后冷却到一定温度,来改善钛合金的机械性能,是一种较为简单的细化晶粒的方法[18],如图8所示。"
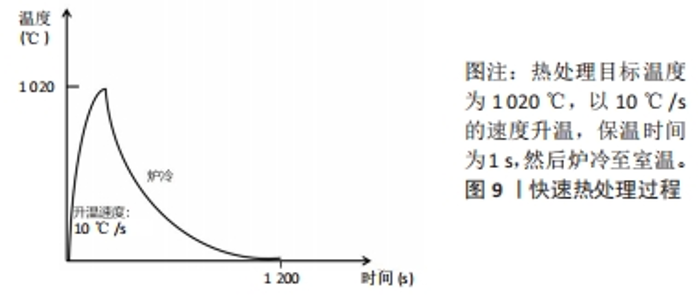
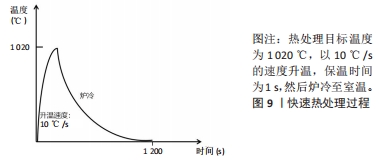
快速热处理:快速热处理是种利用电磁感应、红外或电等加热方法,升温速度非常快,保温时间很短的热处理方式,如图9所示。快速热处理最重要的特点在于高升温速率被证明会影响金属相变以及微观组织的形成[19]。"

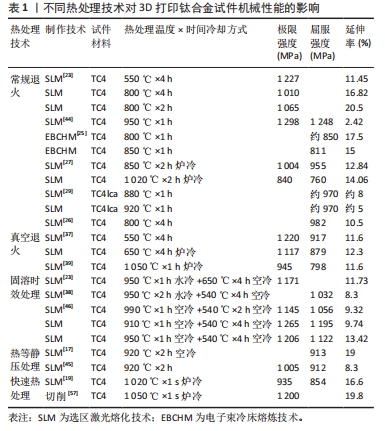
2.2 热处理效果 2.2.1 机械性能 (1)退火处理 常规退火:在去应力退火温度对钛合金延伸率影响的研究中,发现3D打印钛合金后去应力退火温度区间为480-650 ℃[20],550 ℃下的退火处理对3D打印钛合金的内部显微结构几乎没有影响[21]。去应力退火对3D打印钛合金强度与延伸率的提升效果也不显著[22]。以550 ℃的温度进行去应力退火处理,维持4 h后进行空气冷却,发现钛合金试件的延伸率达11.45%,极限强度可达1 227 MPa[23]。此时去应力退火后的钛合金试件的延伸率符合《YY/T 1702-2020牙科学 增材制造 口腔固定和活动修复用激光选区熔化金属材料》(以下简称《YY/T 1702-2020》行业标准)。继续提升热处理的温度,以650 ℃的温度对钛合金试件进行去应力退火处理时,延伸率提升至15.32%[23],延伸率相较于550 ℃热处理组表现更好,更加适用于RPD钛合金支架的制作。由此可见,去应力退火温度的提高与延伸率的提升呈正相关。温度低的去应力退火具有技术难度小的优点,而且不容易产生火温度高温翘曲变形[24],用于制作RPD钛合金支架时,其尺寸形态也将得到保障。 然而,与更高温度再结晶退火处理技术相比,去应力退火对钛合金试件的延伸率和屈服强度提升有限,耗费的时间长而工作效率低。 在再结晶退火温度对钛合金影响的诸多研究发现,与去应力退火不同,再结晶退火3D打印Ti-6Al-4V(TC4)钛合金试件不再是退火温度越高延伸率表现越好,800-880 ℃是再结晶退火较为合适的温度区间[25-29]。800 ℃保温4 h再经空气冷却后的钛合金试件屈服强度可以达到900 MPa以上,延伸率也能达到15%以上,相较于上文去应力退火,此处理后的钛合金应用于RPD钛合金支架时抗疲劳性能更好。 在冷却速度方面,炉内冷却速度相比于空气冷却更慢,有利于提升钛合金试件的延伸率和屈服强度。李文贤等[23]使用800 ℃保持2 h后炉冷的方法处理3D打印钛合金试件发现其极限强度和延伸性达到了极佳状态,极限强度相对空冷提升至1 065 MPa,延伸率更高,接近20%。850 ℃处理2 h炉冷后钛合金试件的延伸率也提升至1.5倍以上(12%以上)。因此,仅从延伸率的角度来看,炉内冷却的冷却速度比空气冷却更适合3D打印钛合金试件再结晶退火处理。 在保温时间方面,SLM TC4在 800 ℃温度下退火2 h的方法得到了广泛的应用。但延长800 ℃温度的退火时间至5.0-6.0 h或者更长时间的钛合金试件的延伸率增加至14%-19%,延伸率相较于未热处理时可提高3倍以上,屈服强度也能维持在900 MPa以上[30-31],可完全满足《YY/T1702-2020》行业标准要求。因此,800 ℃的温度下延长再结晶退火保温时间,应用于处理RPD钛合金支架的预期寿命或许会更好。 当然,除传统的800-880 ℃的再结晶退火外,也有研究发现使用超过880 ℃处理钛合金试件后其延伸率也符合《YY/T 1702-2020》行业标准[32]。因此,再结晶退火应用于RPD钛合金支架时最合理的温度还需要进一步研究。最后,更高温度退火后可能会影响3D打印RPD钛合金支架的精度,根据已有的研究发现相较于传统的铸造技术,3D打印RPD钛合金支架与卡环本身在临床上就呈现出更好的准确性和拟合性[33]。因此,热处理后的RPD钛合金支架在精度方面仍在可接受的范围内[34-35],而合适的热处理对3D打印RPD钛合金卡环固位力等性能的提升明显[36]。从这个角度看,热处理的收益要超过热处理的弊端。 真空退火:在10-4 MPa真空环境下,使用类似去应力退火温度的550 ℃ 4 h退火处理,检测TC4试件的机械性能发现其延伸率可以达到10%以上,屈服强度在880 MPa左右。相比于非真空状态下的去应力退火处理,它在满足RPD钛合金支架的机械性能要求的同时还能实现表面光亮[37]。另外,与去应力退火处理结果相似,真空退火处理的钛合金试件在450-650 ℃区间内随温度的升高延伸率也会提升,屈服强度有所下降。虽然温度更高的再结晶退火是SLM TC4合金常用的热处理技术,但更高的热处理温度易使部件发生变形[37-38]。类似的,对于结构复杂的RPD钛合金支架,低温真空退火钛合金可以减弱RPD钛合金支架变形的可能性。 除了上述较低温度下的真空退火,也有涉及高温真空退火对钛合金试件的延伸率等机械性影响的研究。有研究[39]发现,钛合金在10-4 MPa真空下经过1 050 ℃保温2 h的处理后,其延伸率达到了11.6%,符合《YY/T 1702-2020》行业标准。目前对3D打印的RPD钛合金支架在真空下以较高温度退火处理的研究较少,有利于RPD钛合金支架使用寿命的真空退火温度区间需要进一步研究。 多重退火:设置980 ℃处理1 h,炉冷后920 ℃处理1 h,最后600 ℃处理4 h后空冷,TC4试件最终的延伸率可以到25%以上,同时其屈服强度也能达到800 MPa以上[40]。虽然屈服强度较低,但其获得的延伸率大大超过了《YY/T 1702-2020》行业标准。经上述多重退火处理的钛合金试件能获得如此高的延伸率,还与研究使用了LSF技术有关。相较于SLM技术,LSF成型的金属试件在可塑性方面更具有优势。由于LSF技术成型时冷却速度慢于SLM技术,在同样不采取热处理的情况下,LSF钛合金试件的延伸率也要高于SLM技术[41]。 综合来看,退火是一种比较成熟的热处理技术,也是广泛应用于3D打印钛合金的热处理技术,它可以明显改善3D打印钛合金试件的延伸率且技术不复杂,热处理的效果能够满足3D打印RPD钛合金的使用要求,但是也有研究发现,SLM打印的钛合金本身与传统加工的 Ti-6Al-4V合金相比表现出较差的耐腐蚀性[42],而此时退火又会降低金属的耐腐蚀性[43],应用于口腔中时可能会影响其使用效果,目前相关实验较少,需要进一步研究证实。 (2)固溶时效处理:在固溶温度设置方面,在时效处理不变的情况下,FAN等[44]研究了不同固溶温度(910,950,990 ℃)对钛合金试件延伸率与屈服强度的影响,发现990 ℃固溶温度下的钛合金试件延伸率不如950 ℃,950 ℃固溶处理再时效处理后钛合金试件的延伸率可达10%以上[40],满足《YY/T 1702-2020》行业标准要求。由此可见,950 ℃的固溶温度更适用于处理RPD钛合金支架。 此外,在固溶温度低于900 ℃的研究中发现,850 ℃固溶处理后550 ℃时效处理的钛合金试件延伸率也可以达到10%以上,同时实现屈服强度超过1 100 MPa[45],也符合RPD钛合金支架应用的《YY/T 1702-2020》行业标准。因此,与常规退火及下文将介绍的热等静压处理方法相比,固溶时效处理后的钛合金试件具有屈服强度高、延伸率低的特点。 在时效处理温度设置方面,有研究发现时效处理的温度设置对钛合金试件的延伸率与屈服强度会产生明显影响。改变时效温度不仅仅限于去应力退火区间的温度,上升至750-950 ℃,发现750 ℃的时效温度处理下,延伸率也可以达到10%-12%,屈服强度大于700 MPa[46]。按照《YY/T 1702-2020》行业标准,也适用于热处理RPD钛合金支架。并且在750 ℃以上的温度区间里,可发现随时效温度升高,钛合金延伸率降低。 在冷却方式方面,第一阶段固溶阶段的冷却速率对3D打印钛合金有显著影响[47]。为改善固溶时效处理效果,有学者将固溶处理后水冷这种冷却速度较快的方法改为了空气冷却[48],此时的固溶时效处理类似于进行了两次退火,因此又称为双重退火处理。采用此方法处理后的钛合金试件屈服强度、延伸率相较于上文的固溶时效处理更高。在不超过1 000 ℃温度下保持1 h后空气冷却,而后540 ℃条件下退火4 h后再空气冷却,钛合金试件的延伸率可以提高2-2.5倍,达到9%-13%,其屈服强度也能达到1 000 MPa以上[49]。另外一项研究表明,进一步降低冷却速度,将空气冷却改为随炉冷却,同样设定800-850 ℃的温度,热处理2 h后随炉冷却,而后750 ℃保温2 h后空冷,这时钛合金试件的延伸率进一步提高到了13%以上[49],从延伸率的角度看,更加适用于3D打印RPD钛合金支架的热处理技术。 由上可见,固溶时效处理相对来说技术更复杂,使用成本更高,在改善钛合金延伸率方面,固溶时效处理不如常规退火及热等静压处理等技术表现优秀,但对固溶时效处理的温度、时间等设置合理的情况下,应用于3D打印RPD钛合金支架时也可使其达到《YY/T 1702-2020》行业要求。需要指出的是,有研究发现,固溶时效处理对提高钛合金的耐腐蚀性能有较大的作用[50]。理论上讲,应用该方法处理RPD支架后其口内生物学性能更好,但目前相关实验较少,需要进一步的研究验证。 (3)热等静压处理:当热等静压处理用作RPD钛合金试件热处理技术时,研究发现经热等静压处理后的钛合金试件的极限强度为913 MPa,延伸率为19%,相比于常规退火后钛合金的964 MPa极限强度和17.1%的延伸率,强度下降延伸率略增加[17]。 疲劳性能是反映钛合金预期寿命的一个重要指标。采用高周循环次数的测试方法,对钛合金试件施加较小的交变应力观察其疲劳失效情况,对比热等静压处理与常规退火处理钛合金试样的疲劳性能发现,常规退火钛合金的最终循环次数不如热等静压处理[51]。对试件的微观结构进行分析,发现缺陷所处的位置与疲劳寿命之间明确关联,空隙缺陷距离表面越近,疲劳实验中所能经受的循环次数越少,裂纹越容易产生,表面的粗糙与断裂之间有着明确的关系,其可显著降低增材制造零件的疲劳寿命[52]。因试件表面较高的粗糙度以及大量存在的半熔融颗粒,3D打印组件的疲劳失效通常是由表面缺陷引起的,而残余应力对疲劳寿命影响相较之更小[53-54]。常规退火可以减少残余应力,但对寿命增加不如热等静压处理明显[55]。 由此来看,热等静压处理相较于常规的退火方法,优势在于可以减少内部空隙等缺陷,并因此在延伸率以及疲劳寿命上表现出色,而且缺陷越靠近金属表面,钛合金试件越容易发生裂纹,减少RPD支架的表面粗糙程度对延长产品的使用寿命有着重要的作用。 (4)其他热处理 循环热处理:以往研究把TC4试件在975 ℃-875 ℃进行不断加热和冷却,加热速度2.5 ℃/min,冷却速度1 ℃/min,持续循环24 h后空气冷却[56],如图8所示。对比未热处理组钛合金试件的延伸率与屈服强度发现,水平方向制作的试件延伸率超过了15%,垂直方向制作的钛合金试件的延伸率也在18%左右。延伸率相比于未热处理组的提升非常明显,热处理后的钛合金试件的屈服强度可以达到900 MPa以上[56],完全满足RPD金属支架的《YY/T 1702-2020》行业标准要求。 快速热处理:根据牙科金属的《YY/T 1702-2020》行业标准,快速热处理后的钛合金表现突出。当加热速度加快达到50 ℃/s时[57],试件的延伸率达到了19.8%,屈服强度约1 200 MPa,提升非常明显。在减少热处理时间提高效率的同时,保证了如此好的延伸率和屈服强度,未来应用于RPD钛合金支架值得进一步的研究。此外,目前国内研发的加热炉在真空下快速加热,同时具有快速热处理与真空退火的特点,应用于钴铬合金的效果不错[58],未来应用于钛合金的研究值得一进步探索。 2.2.2 微观结构 (1)退火处理 常规退火:对钛合金试件以550 ℃的温度进行去应力退火处理,维持4 h后再进行空气冷却,通过扫描电子显微镜发现钛合金中α’针状相逐渐转变为α+β层状结构,而α+β层状结构的钛合金延伸性能比α’针状马氏体更好[23]。不过在这较低的热处理温度下,合金元素的长距离扩散太慢,无法引起显著的相变,晶格的变化更有可能与应力变化有关[59]。若提升热处理温度,以650 ℃的温度对钛合金试件进行去应力退火处理时,通过扫描电镜发现钛合金α+β的层状结构更加明显,α+β的层状混合物能够改善钛合金力学性能的本质是片层状α相阻碍了部分位错的滑移保证了一定的强度,而且此时β相晶粒细小,晶界更大,在受外力时,外力可延晶界传导,而不易产生应力集中,在提高强度的同时使试样具有较高的塑性。更加适用于RPD钛合金支架的制作。 800-880 ℃是再结晶退火比较合适的温度。在微观结构方面,研究发现800 ℃处理后的钛合金内部晶粒更细,有利于延伸率的提升[18-28]。其本质原因是晶粒愈细,单位体积内的晶粒数就愈多,钛合金在受力变形时同样的变形量可分散到更多的晶粒中发生,以产生比较均匀的变形,这样因局部应力集中而引起试件开裂的概率较小,使材料在断裂前就有可能承受较大的塑性变形,得到较大的延伸率。冷却速度也会影响钛合金的内部结构,LEE等[30]的研究发现空气冷却钛合金试件的延伸率低于炉内冷却钛合金试件,这可能与TC4退火后空冷速度快于炉冷所导致的钛合金α’针状马氏体更多相关。在保温时间方面,更详细的扫描电镜观察表明,即使经800 ℃ 2 h退火后钛合金试件仍然存在含孪晶的残余马氏体和高密度的位错。如果延长800 ℃条件下的退火时间至6 h或者更长时间才可以完全去除α’针状马氏体,以获得良好的α+β 结构[31]。理论上,延长退火时间至6 h后α’针状马氏体完全消除,钛合金试件的机械性能表现会更好。 真空退火:真空退火对钛合金微观结构改变的情况与常规退火的表现类似,α’针状马氏体转变为细层状α+β结构。细小晶粒的存在使裂纹扩展更加困难[60],因此钛合金试件更加不易折断[61]。此处理方法应用于RPD钛合金支架后会对其预期寿命有所提升。 多重退火:多重退火钛合金试件的高延展性与其内部产生的等轴α晶粒有关,等轴晶粒在未热处理的试件中甚至那些经过热处理的样品中都很难获得。等轴α晶粒的形成对于降低样品的机械各向异性和实现卓越的机械性能至关重要。其本质原因是等轴组织的晶粒尺寸相近,晶界的曲率较小,等轴组织的晶粒可有效阻止晶粒扩展,有效提高钛合金的抗拉强度和韧性。多重退火开发了一种特定的热处理技术,以获得钛合金的等轴晶粒结构,使其性能得到提升[16]。 (2)固溶时效处理:在固溶温度设置方面,990 ℃的过高的固溶温度处理下钛合金试件延伸率表现差可能是由于钛合金产生了魏氏组织,该组织中α相长度更长,滑移距离更大,产生的堆垛位错的应力大,从而使得钛合金材料过早产生裂纹而断裂,从而导致延伸率大幅下降[23]。 在时效处理温度设置方面,温度低于850 ℃时,钛合金试件中呈现为α+β层状结构,随着时效处理阶段温度的升高,晶粒位错的密度急剧增加,此时钛合金试件的延伸率也随之下降[46]。 (3)热等静压处理:观察微观结构可以发现常规退火与热等静压处理后钛合金试件都出现了α’针状马氏体转变为α+β层状结构现象,但热等静压处理可以更显著地减少气孔和裂纹等内部缺陷[49]。研究发现,除延伸率与屈服强度外,内部缺陷也会影响钛合金的使用寿命[50],常规退火后的钛合金中固有缺陷的存在,使其不能像热等静压处理一样显著提高钛合金的可塑性[51]。而热等静压处理通过降低孔隙率,显著提高了钛合金的延伸性[50],其本质原因是,钛合金试件内部的孔隙裂纹在力学性能上相较于周围的正常组织表现更差,在钛合金受到外力时,形变更易从缺陷处发生,导致钛合金整体机械性能的下降。 (4)其他热处理 循环热处理:从微观结构角度看,循环热处理后TC4合金产生了双峰球化组织。α’针状马氏体固有的位错结构边界会分裂引发球化,但球化不完全,形成了层状和球化共有的双峰球化结构,此结构的延伸性超过了层状结构,这或许是其优良性能的微观原因。但是这种热处理的方法花费时间长,技术要求也较高,但它提供了一种思路:通过接近β转变点的温度下反复多次热循环能够诱导钛合金内部结构球化,达到一种球化与层状结构并存的双峰结构,以获得高屈服强度和高延伸性的最佳组合。未来应用于RPD钛合金支架时,将内部构造设计为双峰结构,其延伸率与屈服强度或许表现更好。目前尚无相关研究,需要进一步研究佐证。 快速热处理:从微观角度来看,快速热处理后钛合金内部结构为常规的α+β层状结构,α结构粗化。最重要的是观察到了热处理3D打印钛合金试件中此前未报道过的β晶粒的显著细化,这也是快速热处理钛合金机械性能优良,适用于RPD钛合金支架的原因[20]。α’针状马氏体结构可以通过低于β转变温度进行热处理分解为α+β。相比于未进行热处理的钛合金,此方法产生的微观结构在屈服强度和延伸性之间产生了良好的平衡[57]。当加热速度加快达到50 ℃/s时,β晶粒的尺寸细化到8 μm,这是此前所报道的最小的体心立方β晶粒尺寸[57]。 综合上述,各种热处理技术对3D打印钛合金试件机械性能的影响情况,见表1。"
| [1] HOQUE M, SHOWVA N, AHMED M, et al. Titanium and titanium alloys in dentistry: current trends, recent developments, and future prospects. Heliyon. 2022;8(11):e11300. [2] 朱彦红,张博,刘亦洪,等.铸造支架式可摘局部义齿折断分析[J].北京大学学报(医学版),2012,44(1):80-83. [3] 国家药品监督管理局.牙科学 增材制造 口腔固定和活动修复用激光选区熔化金属材料YY/T 1702-2020[S].2020. [4] TIAN Y, CHEN C, XU X, et al. A review of 3D printing in dentistry: technologies, affecting factors and applications. scanning. 2021:2021;9950131. [5] YU Z, CHEN Z, QU D, et al. Microstructure and electrochemical behavior of a 3D-printed Ti-6Al-4V alloy. Materials (Basel). 2022;15(13):4473. [6] QU B, LU L, WANG Q, et al. Mechanical properties of TC11 titanium alloy and graphene nanoplatelets/TC11 composites prepared by selective laser melting. Int J Mol Sci. 2022;23(11):6134. [7] ESHAWISH N, MALINOV S, SHA W, et al. Microstructure and mechanical properties of Ti-6Al-4V manufactured by selective laser melting after stress relieving, hot isostatic pressing treatment, and post-heat treatment. J Mater Eng Perform. 2021;30(7):1-7. [8] 何英介,论国内外真空热处理技术的发展[J].工业炉通讯,1979(4):13-19. [9] LUITEN CH.气氛热处理和真空热处理的设备及其工艺的发展[J].国外化学热处理,1980(3):29-41. [10] 张绪虎,徐桂华,孙彦波.钛合金热等静压粉末冶金技术的发展现状[J].宇航材料工艺,2016,46(6):6-10. [11] 山中久彦,王泉清.真空热处理[J].真空技术报导,1974(3):23-31. [12] 胡志杰,冯军宁,马忠贤.我国钛及钛合金热处理标准现状[J].金属热处理, 2021,46(3):243-246. [13] 吴怀远.增材制造内部缺陷检测及对力学性能影响机制研究[D].沈阳:沈阳航空航天大学,2020. [14] 辛立正,氩基保护气氛热处理技术研究[J].工具技术,2021,55(3):62-67. [15] SHAAZ G, REECE O, AISHA M, et al. Vacuum heat treatments of titanium porous structures. Addit Manuf. 2021;47:102262. [16] LI C L, HONG J, NARAYANA P, et al. Realizing superior ductility of selective laser melted Ti-6Al-4V through a multi-step heat treatment. Mater Sci Eng A. 2021;799:140367. [17] XI J, XING H, HU Y, et al. The low-cycle fatigue behavior, failure mechanism and prediction of SLM Ti-6Al-4V alloy with different heat treatment methods. Mater. 2021;14(21):6276. [18] ZHANG K, HU R, LI J, et al. Grain Refinement of 1 at.% Ta-containing cast TiAl-based alloy by cyclic air-cooling heat treatment. Materials Letters. 2020;274:127940. [19] ZOU Z, SIMONELLI M, KATRIB J, et al. Refinement of the grain structure of additive manufactured titanium alloys via epitaxial recrystallization enabled by rapid heat treatment. Scr Mater. 2020;180:66-70. [20] BEESE AM, CARROLL BE. Review of mechanical properties of Ti-6Al-4V made by laser-based additive manufacturing using powder feedstock. JOM. 2016; 68(3):724-734. [21] LI J Q, LIN X, WANG J, et al. Effect of stress-relief annealing on anodic dissolution behaviour of additive manufactured Ti-6Al-4V via laser solid forming. Corros Sci. 2019;153:314-326. [22] 张霜银,林鑫,陈静,等.热处理对激光成形TC4合金组织及性能的影响[J].稀有金属材料与工程,2007,36(7):1263-1266. [23] 李文贤,易丹青,刘会群,等.热处理制度对选择性激光熔化成形TC4钛合金的组织与力学性能的影响[J].粉末冶金材料科学与工程,2017,22(1):70-78. [24] 钦兰云,李明东,杨光,等.热处理对激光沉积TC4钛合金组织与力学性能的影响[J].稀有金属,2018,42(7):698-704. [25] 王伟,周山琦,宫鹏辉,等.退火温度对TC4钛合金热轧板材的显微组织、织构和力学性能影响[J].材料研究学报,2023,37(1):70-80. [26] LIANG Z, SUN Z, ZHANG W, et al. The effect of heat treatment on microstructure evolution and tensile properties of selective laser melted Ti6Al4V alloy. J Alloy Compd. 2018;782(C):1041-1048. [27] VRANCKEN B, THIJS L, KRUTH JP, et al. Heat treatment of Ti6Al4V produced by selective laser melting: microstructure and mechanical properties. J Alloy Compd. 2012;541:177-185. [28] TOBIAS, LIENEKE, STEFAN, et al. On the fatigue properties of metals manufactured by selective laser melting - The role of ductility. J Mater Res. 2014;29(17):1911-1919. [29] 王俭,冯秋元,雷挺,等.退火温度对低成本TC4LCA钛合金板材组织和性能的影响[J].金属热处理,2022,47(11):82-86. [30] LEE Y, WELSCH G. Young’s modulus and damping of Ti-6Al-4V alloy as a function of heat treatment and oxygen concentration. Mater Sci Eng A. 1990;128(1):77-89. [31] CAO S, CHU R, ZHOU X, et al. Role of martensite decomposition in tensile properties of selective laser melted Ti-6Al-4V. J Alloy Compd. 2018;744:357-363. [32] WANG W, XU X, MA R, et al. The influence of heat treatment temperature on microstructures and mechanical properties of titanium alloy fabricated by laser melting deposition. Materials (Basel). 2020;13(18):4087. [33] ZAHMED N, ABBASI MS, HAIDER S, et al. Fit accuracy of removable partial denture frameworks fabricated with CAD/CAM, rapid prototyping, and conventional techniques: a systematic review. Biomed Res Int. 2021;2021:3194433. [34] ZHANG M, GAN N, QIAN H, et al. Retentive force and fitness accuracy of cobalt-chrome alloy clasps for removable partial denture fabricated with SLM technique. J Prosthodont Res. 2022;66(3):459-465. [35] TAKAHASHI K, TORII M, NAKATA T, et al. Fitness accuracy and retentive forces of additive manufactured titanium clasp. J Prosthodont Res. 2020;64(4):468-477. [36] TORII M, NAKATA T, TAKAHASHI K, et al. Fitness and retentive force of cobalt-chromium alloy clasps fabricated with repeated laser sintering and milling. J Prosthodont Res. 2018;62(3):342-346. [37] WANG Q, KONG J, LIU X, et al. The effect of a novel low-temperature vacuum heat treatment on the microstructure and properties of Ti-6Al-4V alloys manufactured by selective laser melting. Vacuum. 2021;193:110554. [38] BAMBACH M, SIZOVA I, SZYNDLER J, et al. On the hot deformation behavior of Ti-6Al-4V made by additive manufacturing, J Mater Process Technol. 2021; 288:116840. [39] LEUDERS S, THÖNE M, RIEMER A, et al. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: fatigue resistance and crack growth performance. Int J Fatigue. 2013;48:300-307. [40] REN Y, LIN X, GUO P, et al. Low cycle fatigue properties of Ti-6Al-4V alloy fabricated by high-power laser directed energy deposition: Experimental and prediction. Int J Fatigue. 2019;127:58-73. [41] 任永明,林鑫,黄卫东.增材制造Ti-6Al-4V合金组织及疲劳性能研究进展[J].稀有金属材料与工程,2017,46(10):3160-3168. [42] Dai N, ZhANG L, ZhANG J, et al. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros Sci. 2016;102:484-489. [43] DAI N, ZHANG J, YANG C, et al. Heat treatment degrading the corrosion resistance of selective laser melted Ti-6Al-4V alloy. J Electrochem Soc. 2017;164:C428. [44] FAN Z, FENG H. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018;10:660-664. [45] SU C, YU H, WANG Z, et al. Controlling the tensile and fatigue properties of selective laser melted Ti-6Al-4V alloy by post treatment. J Alloy Compds. 2020; 857:157552. [46] SU J, JIANG F, LI J, TAN C, et al. Phase transformation mechanisms, microstructural characteristics and mechanical performances of an additively manufactured Ti-6Al-4V alloy under dual-stage heat treatment. Mater Des. 2022;223:111240. [47] MAO X, QU M, CHEN D, et al. Effect of third-stage heat treatments on microstructure and properties of dual-phase titanium alloy. Materials. 2021; 14(11):2776. [48] 张颖,胡生双,郑超,等.双重退火对激光增材制造TC18钛合金组织和性能的影响[J].特种铸造及有色合金,2021,41(8):1006-1009. [49] LIU C, WANG H, TIAN X, et al. Subtransus triplex heat treatment of laser melting deposited Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy. Mater Sci Eng A. 2014; 590:30-36. [50] SU B, WANG B, LUO L, et al. Tuning microstructure and improving the corrosion resistance of a Ti-6Al-3Nb-2Zr-1Mo alloy via solution and aging treatments. Corros Sci. 2022;208:110694. [51] YAN X, CHEN C, HUANG C, et al. Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J Alloy Compd. 2018;764:1056-1071. [52] PENG D, ANG ASM, MICHELSON A, et al. Analysis of the effect of machining of the surfaces of WAAM 18Ni 250 maraging steel specimens on their durability. Materials (Basel). 2022;15(24):8890. [53] CHASTAND V, QUAEGEBEUR P, MAIA W, et al. Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater Charact. 2018;143:76-81. [54] PRABHU, VINCENT, CHAUDHARY, et al. Effect of microstructure and defects on fatigue behaviour of directed energy deposited Ti-6Al-4V. Sci Technol Weld Joi. 2015;20(8):659-669. [55] DE JESUS J, MARTINS FERREIRA JA, BORREGO L, et al. Fatigue failure from inner surfaces of additive manufactured Ti-6Al-4V components. Materials (Basel). 2021;14(4):737. [56] RUSHIKESH S, SUMIT B, KAUSHIK C, et al. Globularization using heat treatment in additively manufactured Ti-6Al-4V for high strength and toughness. Acta Materialia. 2018;162:239-254. [57] CHONG Y, BHATTACHARJEE T, YI J, et al. Mechanical properties of fully martensite microstructure in Ti-6Al-4V alloy transformed from refined beta grains obtained by rapid heat treatment (RHT). Scripta Materialia. 2017;138:66-70. [58] 无锡德润堂贸易有限责任公司.一种激光选区熔化钴铬合金义齿红外加热退火热处理方法:CN202010046481.5[P]. 2021-11-12. [59] ZHANG X, FANG G, SANDER L, et al. Effect of subtransus heat treatment on the microstructure and mechanical properties of additively manufactured Ti-6Al-4V alloy. J Alloy Compd. 2018;753:1562-1575. [60] ELMER J, PALMER T, BABU S, et al. Low temperature relaxation of residual stress in Ti–6Al–4V. Scripta Materialia. 2005;52(10):1051-1056. [61] HASSANIPOUR M, WATANABE S, HIRAYAMA K, et al. Short crack growth behavior and its transitional interaction with 3D microstructure in Ti-6Al-4V. Mater Sci Eng A. 2018;738:229-237. |
| [1] | Wang Menghan, Qi Han, Zhang Yuan, Chen Yanzhi. Three kinds of 3D printed models assisted in treatment of Robinson type II B2 clavicle fracture [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(9): 1403-1408. |
| [2] | Ning Tianliang, Wang Kun, Wang Lingbiao, Han Pengfei. Finite element analysis on correction effect of varus foot orthosis based on the three-point force principle [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(6): 891-899. |
| [3] | Cheng Jinhui, Wu Quan, Peng Min, Huang Changli, Tian Huimin, Li Yang. Preparation and properties of selective laser melting of porous titanium at a low energy density [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(5): 664-668. |
| [4] | Shen Ziqing, Xia Tian, Shan Yibo, Zhu Ruijun, Wan Haoxin, Ding Hao, Pan Shu, Zhao Jun. Vascularized tracheal substitutes constructed by exosome-load hydrogel-modified 3D printed scaffolds [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(5): 697-705. |
| [5] | Wang Jianchun, Yang Shuqing, Su Xin, Wang Hongyuan. Different contents of B2O3 affect mechanical properties and bioactivity of bioactive glass scaffolds [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(5): 712-716. |
| [6] | Lan Weiwei, Yu Yaodong, Huang Di, Chen Weiyi. In vitro degradation behavior of Mg-Zn-Ca alloys [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(5): 717-723. |
| [7] | Wei Yuxue, Wang Di, Liu Xiaoqiu. Design, synthesis and properties of oral composite resin monomers with different photoinitiators [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(5): 731-735. |
| [8] | Zhang Yihai, Shang Peng, Ma Benyuan, Hou Guanghui, Cui Lunxu, Song Wanzhen, Qi Dexuan, Liu Yancheng. Structural design and mechanical property analysis of trabecular scaffold of triply periodic minimal surface with a radial gradient [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(5): 741-746. |
| [9] | Liu Penghui, Wu Fan, Wang Zejie, Wu Gaoyi, Zhou Libo. Constructing an animal model of temporomandibular joint osteoarthritis in Sprague-Dawley rats by digital technology [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(35): 5642-5648. |
| [10] | Zhang Shaoqun, Zheng Chuanjiang, Liu Jiafu, Jiang Shunwan. Effect of positioning and non-positioning cervical rotatory manipulation on tensile mechanical properties of internal carotid artery with different degrees of atherosclerosis [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(30): 4788-4794. |
| [11] | Zhang Aili, Huang Jiazheng, Fan Wen, Li Yihuan, Li Shuang, Gan Xuewen, Xiong Ying. Establishing equivalent model to verify the precision of personalized bone model rapidly [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(30): 4795-4799. |
| [12] | Kong Xiangyu, Wang Xing, Pei Zhiwei, Chang Jiale, Li Siqin, Hao Ting, He Wanxiong, Zhang Baoxin, Jia Yanfei. Biological scaffold materials and printing technology for repairing bone defects [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(3): 479-485. |
| [13] | Xu Xiaodong, Zhou Jiping, Zhang Qi, Feng Chen, Zhu Mianshun, Shi Hongcan. 3D printing process of gelatin/oxidized nanocellulose skin scaffold with high elastic modulus and high porosity [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(3): 398-403. |
| [14] | Yang Jie, Hu Haolei, Li Shuo, Yue Wei, Xu Tao, Li Yi. Application of bio-inks for 3D printing in tissue repair and regenerative medicine [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(3): 445-451. |
| [15] | Huang Yangyang, Wang Shiyu, Liu Hao, Yang Li, Wang Penglai, Yuan Changyong. Effect of sagittal overcorrection design on displacement and stress of mandibular anterior teeth intrusion using clear aligners [J]. Chinese Journal of Tissue Engineering Research, 2024, 28(29): 4593-4598. |
| Viewed | ||||||
|
Full text |
|
|||||
|
Abstract |
|
|||||